Réalisation du joint papier |
|
 |
 |
Le joint est fait à partir d'une grande feuille achetée chez un vendeur de pièce auto, peinture etc... Papier de 0.3 mm. Cette solution a été retenue car je ne trouvais pas de pochette de joint identique au moteur. (avantage le prix réduit et pas de risque d'erreur) |
Un premier découpage grossier est réalisé aux ciseaux, puis traçage exacte pour recevoir les goujonts de centrage des deux demi carter. Mise en place du joint, avec un petit marteau on frappe sur le papier au niveau de l'angle du carter et ainsi on obtient une découpe très prise. |
Montage des roulements et demi-carter |
|
 |
Mise en place des roulements sur le vilebrequin avec "Loctite".Mise en température du carter dans le four de la cuisine, pour obtenir une légère dilation, ainsi les roulements du vilebrequin se positionnement automatiquement, puis remontage des pignons et de la fourchette du sélecteur de vitesse. Mise en place du joint avec une pâte d'étanchéité LOCTITE 5923 (couleur marron sur la photo), puis positionnement du carter qui peut être également chauffé. Cette pâte ne sèche pas ce qui facilite un éventuel démontage.L'opération n'est pas très facile cependant. Vérification du passage des vitesses, en actionnant l'axe du sélecteur à la main. Remontage du carter de transmission primaire (côté embrayage) et embrayage sans aucune difficulté. Pour un moteur 2 temps l'étanchéïté des carters est très importante car le mélange air essence rempli le bas moteur en phase finale de compression. Le montage peut être fait sans pâte, laisser tranper le joint dans de l'huile (plusieurs heures), puis monter. Fiche Technique (pdf) LOCTITE 5923 |
 |
 |
Mise en place pignon démultiplicateur, transmision primaire et embrayage |
|
 |
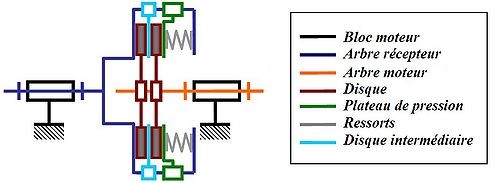
L'arbre récepteur est le pignon et la chaîne de transmission primaire associés. Disques d'embrayage, 5 de bronze en alternance avec 4 d'acier, premier plan 1 contreplaque acier, dernier plan plaque acier avec trois goujons d'assemblage. La butée à billes est l'élément le plus fragile de l'embrayage, il faut éviter des arrêts trop long moteur tournant en débrayant. |
Montage piston sur bielle et cylindre sur carter bas moteur |
|
Le piston doit être changé, un manque de métal appraît au dessus du premier segment " de feu "en haut et celui-ci est cassé. Pour un moteur deux temps il y a 2 ou 3 segments. Du haut vers le bas: Le premier segments dit " de feu ". Le deuxième dit " d'étanchéité ou compression ". Le troisième dit " racleur ".
Les segments sont maintenues en rotion par des ergots afin de ne pas tourner et se casser au passage devant les lumières d'admission ou d'échappement situées sur le cylindre. |
 |
Le piston initial a un diamètre de 51.8 mm. Le piston neuf en côte réparation passe à 52 mm ( 2 segments). La chemise est réalésée. Pour rappel la chemise est emmanchée à la presse dans le cylindre préalablement chauffé.
Dimension de la fenêtre: 25 mm / 13 mm / 28 mm (corde de l'arc de cercle) / 4 mm (corde de l'arc de cercle) |
 |
Piston monté et cylindre vissé sur le carter bas moteur. L'épaisseur du joint à la base du cylindre n'est pas précisée sur la documentation technique, j'ai fait un joint papier qui après écrasement me donne le piston affleurant la partie haute de la chemise, ce qui me semble la référence. Le joint peut être de 1 mm à 1.8 mm (photos à montage des joints à suivre) Pour un joint trop faible en épaisseur, le piston dépasserait de la chemise en PMH. On a le Point Mort Haut avec une grande précision. On peut faire un repère par un coup de pointeau sur la sortie de l'arbre côté volant magnétique pour référence de la position. |
|
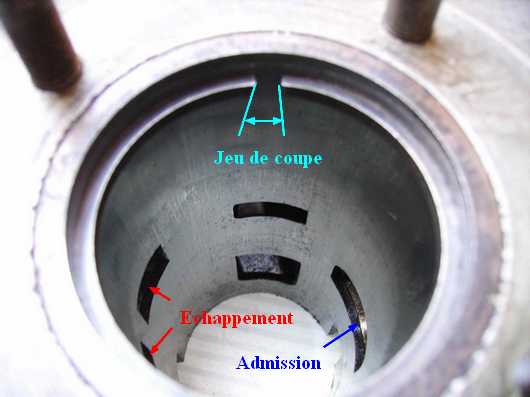 |
Vérification du " jeu de coupe " en mettant le segment dans la chemise du cylindre, l'espace entre les deux extrémités caractérise ce jeu qui doit être de 0.1 à 0.3 mm. On contrôle avec une source lumineuse si il y a un jour entre la chemise et le segment, soit la chemise est ovalisée, ou le segment de mauvaise qualité ne porte pas correctement (vérifier l'origine des segments). Le jeu à la coupe est obtenu par le meulage d'une extrémité du segment sur un touret. Sur la photo ci-contre, le segment d'origine est cassé, on constate un jeu de coupe de 4 mm,
En bas de la chemise, on voit les lumières d'admission et d'échappement. Afin de simplifier le changement du piston et le choix des segments, j'ai expédié le cylindre et le piston aux Ets BOUVET RECTIFICATION à LEVALLOIS PERRET (92500) La chemise est rectifiée et l'on reçoit un piston neuf (avec les segments) à la nouvelle côte , soit un prix global de 131 € (piston / segments 95 €, réalésage 36 €) .
|
 ............. ............. ............. .............
|
|
clic sur photo |
|
Un outil trés particulier pour le déglaçage ou honage de la chemise, à utiliser avec une perçeuse et de l'huile de coupe ou du gazoïl. |
|
Il sagit d'un ensemble de pierres à ponçer montées en bout de tiges métallique. |
|
Faire monter et descendre l'outil dans la chemise, sans jamais s'arrêter en position intermédiaire, jusqu'à l'obtention de rayures croisées sur toute la surface. |
|
Les rayures croisées permettent aux gouttelettes d'huile, en suspension dans la vapeur d'essence, d'obtenir un film d'huile entre la chemise et le piston et ainsi d'éviter un "serrage moteur". |
|
Montage des Joints / Cylindre bas moteur / Pipe d'admission / Culasse |
|
 1 1 |
 2 2 |
 3 3 |
photos 1 et 2: Joint bas moteur assure l'étanchéité, (épaisseur du joint à la base du cylindre non précisée sur la documentation technique). Joint papier qui après écrasement donne le piston affleurant la partie haute de la chemise, (photo à montage piston).
photo 3: Joint pipe d'admission sur le cylindre assure l'étanchéité (épaisseur de 3 mm, peut être réduit). Mise en place du joint avec une pâte d'étanchéité LOCTITE 5923. |
|
|
Joint de culasse (1), en feuille d'amiante imprégnier de graphite recouvert de cuivre. Joint de culasse (2), à base de plomb ? efficace pour le moment. (de nos jours l'amiante est remplacée par un matériau composite) |
Joint (3) en matériau composite sans protection de cuivre. (moins résistant, aprés 1000 km) |
Mise en place du pignon de sortie de boîte |
|
 |
Le pignon de sortie de boîte, doit être changé car l'on constate une inclinaison et usure des dents. La cannelure de l'axe n'est pas disponible chez les revendeurs, il faut souder une nouvelle couronne dentée, travail proposé chez chambrier. En final, chambrier a trouvé un pignon neuf d'origine. |

 1.....
1.....  2 .....
2 ..... 3
3